 中文版
中文版 English
English械")




轉(zhuǎn)向節(jié)試驗鐵地板


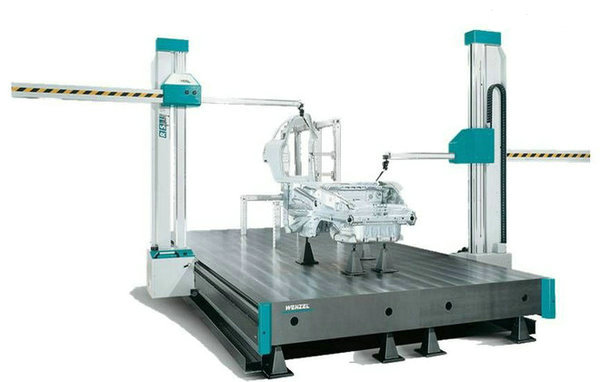
簡介:轉(zhuǎn)向節(jié)試驗鐵地板,測功機(jī)試驗室鐵地板,底盤實驗室鐵地板主要用于發(fā)動機(jī)實驗室、汽車技術(shù)中xin、汽車底盤實驗室等,為發(fā)動機(jī)、測功機(jī)、汽車底盤等提供基礎(chǔ)實驗平臺。我們?nèi)鈾C(jī)械均有生產(chǎn),詳情可咨詢:18333443388。
轉(zhuǎn)向節(jié)試驗鐵地板,測功機(jī)試驗室鐵地板,底盤實驗室鐵地板
轉(zhuǎn)向節(jié)試驗鐵地板,測功機(jī)試驗室鐵地板,底盤實驗室鐵地板主要用于發(fā)動機(jī)實驗室、汽車技術(shù)中xin、汽車底盤實驗室等,為發(fā)動機(jī)、測功機(jī)、汽車底盤等提供基礎(chǔ)實驗平臺。
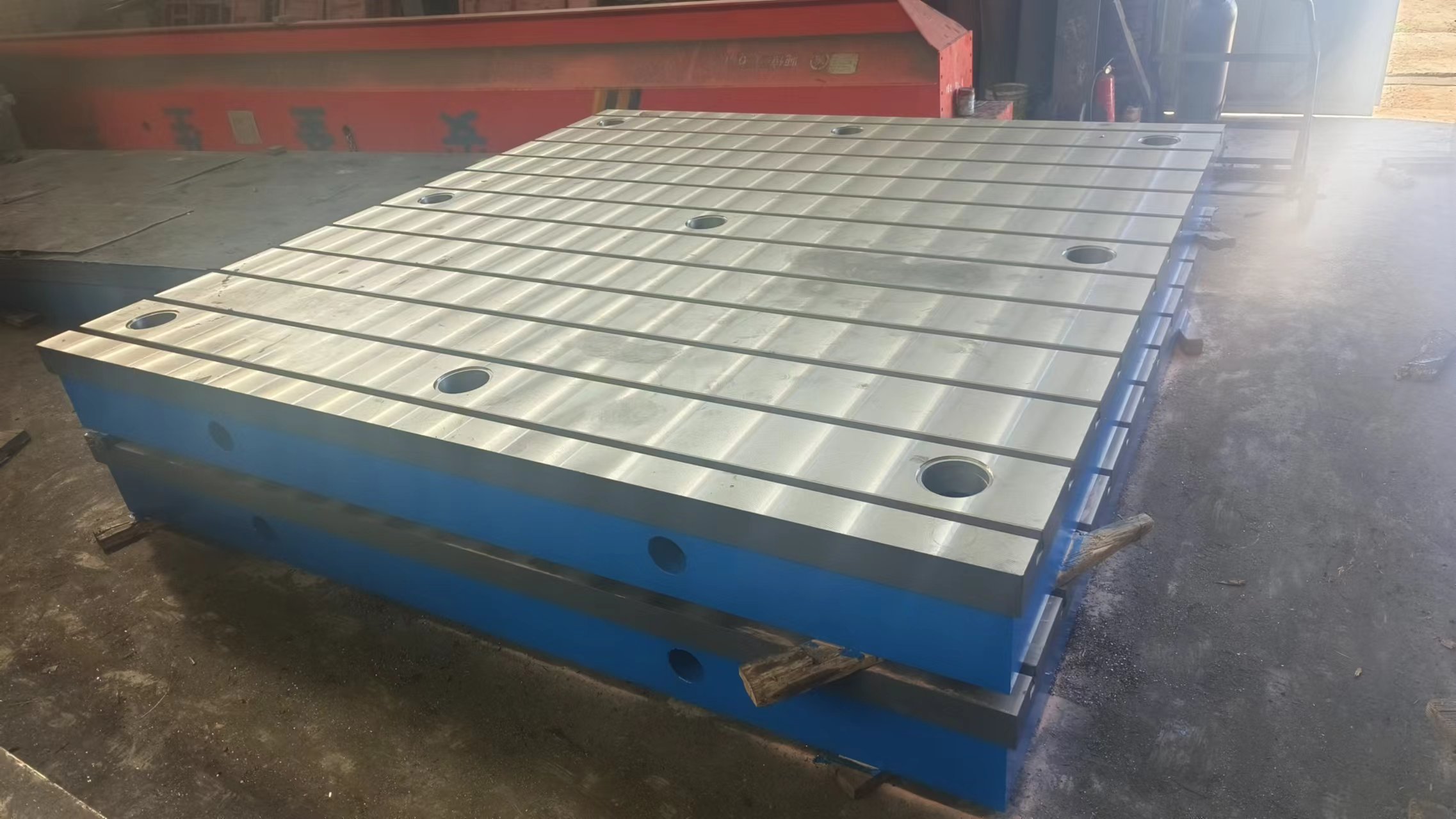
1.鐵地板加工面粗糙度6.3。鐵地板精度按3級要求制造。試驗室鐵地板圖紙標(biāo)注形位公差. 轉(zhuǎn)向節(jié)試驗鐵地板應(yīng)方便的進(jìn)行二次灌漿,二次灌漿應(yīng)全范圍充滿內(nèi)腔。
2. 轉(zhuǎn)向節(jié)試驗鐵地板安裝后應(yīng)能達(dá)到:全長范圍平面度不大于0.5mm,水平度0.2mm/m,全平臺范圍能可靠接地。
3.測功機(jī)試驗室鐵地板材料:HT250。鑄件用化學(xué)成分S<0.12%,P<0.15%。并需孕育處理。
4.底盤實驗室鐵地板采用M24地腳螺栓安裝固緊、M24調(diào)整螺釘調(diào)平。
5.底盤實驗室鐵地板為加強(qiáng)型,內(nèi)筋厚度不小于50mm。
6.轉(zhuǎn)向節(jié)試驗鐵地板間用連接器連接,T型槽按GB158標(biāo)準(zhǔn)制造,寬度及間距見圖紙。
7.轉(zhuǎn)向節(jié)試驗鐵地板加工面粗糙度6.3。平臺精度按3級要求制造。平臺圖紙標(biāo)注形位公差。
8. 測功機(jī)試驗室鐵地板應(yīng)方便的進(jìn)行二次灌漿,二次灌漿應(yīng)全范圍充滿內(nèi)腔。
9.鑄件幾何形狀平整規(guī)則;整體結(jié)構(gòu)合理,加強(qiáng)筋厚度均勻一致。
10. 鑄件應(yīng)進(jìn)行二次時效處理,其中毛坯成型后一次人工時效處理、粗刨后一次自然時效處理,自然時效時間為4個月,保證消除內(nèi)應(yīng)力,長期使用不變形。
11. 測功機(jī)試驗室鐵地板鑄件材質(zhì)HT250按GB9439規(guī)定,鑄造圓角R15~20。
12.轉(zhuǎn)向節(jié)試驗鐵地板不加工部位徹底清除型砂及毛刺,各銳邊修圓,加工面涂防銹油。
13.轉(zhuǎn)向節(jié)試驗鐵地板設(shè)有吊裝孔及接地螺孔(不小于M12)。
14.底盤實驗室鐵地板蓋板均采用45#鋼,表面光潔平整,無毛刺及尖角。
15.鑄鐵平臺使用壽命不小于30年,在使用年限內(nèi)如出現(xiàn)移位、變形、地腳螺栓斷裂等質(zhì)量問題所造成的一切損失,均由投標(biāo)方負(fù)責(zé)。
16.鑄件應(yīng)符合HT250的化學(xué)成分標(biāo)準(zhǔn)和達(dá)到機(jī)械性能試驗的標(biāo)準(zhǔn)。
17.鑄件內(nèi)、外部不允許有疏松、砂眼、氣孔、夾渣、裂紋等鑄造缺陷
18.毛坯外形尺寸只允許加大不允許減小。
2.4鑄件全部要進(jìn)行退火處理。
退火工藝要求:退火溫度 500℃~550℃,加溫速度 ≤50~100℃,保溫時間 3~5小時,冷卻速度 ≤50℃, 出爐 200℃以下出爐、空冷。
2.5每一爐的各鑄件要分別做好爐號標(biāo)記,同一爐號中要有一件附鑄試棒,試棒要做爐號標(biāo)記。
2.6每一爐的試棒分別做化學(xué)成分分析和機(jī)械性能試驗,并出具有效報告。
2.7鑄件非加工表面要進(jìn)行清砂處理。
6灌漿材料
6.1.灌漿材料選用西卡(Sika)品牌,規(guī)格型號:SikaGrout214.
6.2.灌漿時應(yīng)仔細(xì)閱讀灌漿材料的配比及澆筑方法,避免因使用不當(dāng)而造成難以彌補的后果。
6.3.混凝土表面必須干凈,堅實,無油脂、油污,無水泥浮漿以及無附著不牢的小顆粒;金屬(鐵和鋼材)表面必須無氧化皮、鐵銹以及油脂油污;所有吸水性基面必須用干凈水使之充分浸潤飽和,并在SikaGrout 214施工前應(yīng)做到基表無明水和小水坑,螺栓孔內(nèi)無積水。
6.4.維持足夠的壓力以使灌漿持續(xù)地流動;用鋼絲攪動灌漿料,以確保所有的空隙都被填滿,并且內(nèi)部的空氣能夠被自由排出;盡可能地將地腳螺栓孔灌滿,灌漿料應(yīng)被連續(xù)注入。
6.5.灌漿料應(yīng)從一側(cè)灌入,直至另一側(cè)溢出為止,以利于排出空氣,使灌漿充實,不得從四側(cè)同時進(jìn)行灌漿。
6.6.用臘基養(yǎng)護(hù)膜Antisol E或其他合適的方法養(yǎng)護(hù)暴露在外面的表面。
7方頭T形螺母和壓板
7.1.方頭T形螺母與鐵地板T型槽完全匹配,尺寸要求見圖8、圖9。
7.2.T型螺母材料為A3鋼,表面發(fā)黑;數(shù)量:M20的120個,M24的50個。
7.3.壓板材料為A3鋼,表面發(fā)黑;數(shù)量:M20的80個(圖10),M24的20個(圖11)。
7.4.固定螺栓材料為A3鋼,表面發(fā)黑;數(shù)量:M20×56的120個,M24×68的50個。
8驗收方法及標(biāo)準(zhǔn)
8.1.主要包括設(shè)備清單、鐵地板圖紙、鐵地板使用說明書及保養(yǎng)說明書、外購附件使用說明書以及其它相關(guān)的技術(shù)資料。
8.2.鑄件的化學(xué)成分和機(jī)械性能試驗結(jié)果要符合HT250的國家標(biāo)準(zhǔn)(GB9439、GB/T 4986《鑄鐵平板》、JB/T 7974《鑄鐵平板》)。招標(biāo)人有權(quán)進(jìn)行現(xiàn)場跟蹤檢驗,有權(quán)要求進(jìn)行復(fù)檢。
8.3.每單塊鑄鐵平板上工作面的堵塞修補沙孔個數(shù)不能超過4個。
8.4.鑄件缺陷未通過招標(biāo)方代表驗收和投標(biāo)方擅自對缺陷自行修補的做為廢品處理。
8.5.機(jī)械加工成品按圖紙的各部尺寸、光潔度、形位公差的標(biāo)注進(jìn)行抽檢。招標(biāo)方代表有權(quán)在中標(biāo)方廠內(nèi)的墊軌生產(chǎn)過程中隨時到現(xiàn)場進(jìn)行監(jiān)督檢查。對中標(biāo)方未按招標(biāo)文件要求的制造工序和標(biāo)準(zhǔn)的行為,招標(biāo)方有權(quán)進(jìn)行糾正和處理。
9其他轉(zhuǎn)向節(jié)試驗鐵地板,測功機(jī)試驗室鐵地板,底盤實驗室鐵地板事宜請聯(lián)系生產(chǎn)廠家


相關(guān)資訊
電話:0317-8326998
傳真:0317-8326986
手機(jī):18333443388
聯(lián)系人:張經(jīng)理
郵箱:qyjxzg@163.com
地址:河北省泊頭市交河開發(fā)區(qū)